In the fast-paced food industry, efficient and timely delivery of perishable items like fruits and vegetables is paramount. Cold storage owners and wholesalers are increasingly turning to alternative methods for ripening produce, moving away from traditional practices.
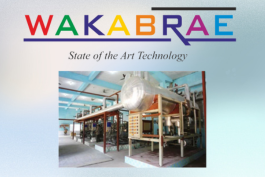
At Amrit Projects, we offer cutting-edge Ripening Chambers designed specifically for mangoes, bananas and papaya.
These chambers not only ensure that fruits retain their freshness, texture, and flavor with an extended shelf-life but also prioritize safety and health by eliminating the use of calcium carbide, a toxic substance traditionally employed in ripening.
With calcium carbide being banned under various regulations, including the PFA Rules, 1955, and The Food Safety (Prohibition and Restriction in Sale) Regulations 2011, the importance of adopting safe and eco-friendly fruit ripening methods cannot be overstated.
Advantages of Our Ripening Chambers
Ethylene Ripening Technology: Our chambers utilize ethylene, a scientifically proven and globally accepted ripening technology. This allows for the efficient ripening of fruits like bananas, mangoes & papaya.
Forced Air Circulation: For uniform even distribution of ethylene throughout the sealed chamber, we provide specially designed air cooling units with high static pressure.
Superior Quality Products: Fruits ripened in our chambers boast a superior appearance compared to traditionally ripened ones, ensuring they are more presentable and market-ready.
Perfect Flavour and Colour: We ensure that not only do you get the perfect flavour of the fruit but also its spotless colour, facilitating premium product placement in the market.
Energy Efficiency and Eco-Friendliness: Our ripening chambers are highly energy-efficient and eco-friendly, resulting in lower operating costs and reduced environmental impact.
Safety Assurance: Unlike the use of harmful chemicals like carbides, our chambers provide a safer ripening solution, ensuring consumer safety and peace of mind.
Remote Operations: Our chambers are equipped for remote operation, providing convenience and flexibility in managing ripening processes.
High Humidity Coil Evaporator: Equipped with high humidity coil evaporators and built-in pre-cooling capabilities, ensuring uniform ripening and preservation of fruit quality.
Condenser Options: Choose from air-cooled or water-cooled condensers to suit your specific requirements.
Ethylene Injection System: Our chambers utilize gas-based ethylene injection and liquid-based generators for efficient and controlled ripening.
Flexible Airflow Models: Select from pressurized or pull-through airflow models to accommodate different ripening needs.
Environmentally Responsible Refrigeration: We use CFC-free refrigeration systems in auto operation, prioritizing environmental sustainability.
CO2 Evacuation System: Our chambers feature CO2 evacuation systems with automatic controls, ensuring optimal ripening conditions.
Experience the next level of fruit ripening technology with Amrit Humifresh Ripening Chambers, designed to deliver superior results while prioritizing safety, efficiency, and environmental responsibility.